![]()

The FC SERIES power unit was designed according our company patented paper “Transformer Output Manipulation [ TOM ]” the latest
energy control technology for resistance welding. With combination both benefits of high frequency weld and capacitor discharge weld,
the [TOM] welder can generate a high level of weld current as well as provided a very precise control of weld curve.
Thanks for the technique of “Transformer Output Manipulation [ TOM ] ” the weld power and timing in the unit can be set individually as
ultra-fast hard weld or longer time soft weld, ultra-fast weld permit very shot weld times, resulting in less part deformation and provided better
out looking. This is extremely important when welding heat sensitive parts such as miniature battery cell or heat sensitive electronic device.
Compare with FC 700-5, the FC500-4 is simple and straight forward both in operation and setting, set up of weld energy and monitoring
functions are adjust and displaying through two membrane panels located on the front cover. There are totally 7 portions on the setting
panel representing different state of weld sequences, which can be set individually to obtained for optimize weld result!
FC 500-4 also achieved with battery polarity identifying and dual energy mode, once adapted with optional polarity identify sensor kit [part
No 301-0-110]and magnetic battery locator, during manual operation, the machine pre-detect the positive or negative ends of each cell
at the beginning, than automatically release a preset power stored in the computer according polarity, hence positive and negative weld
energy usually are different, so this remarkable function provided very precise and accuracy energy tailor made for every joints.
The weld monitor automatic record and calculate energy consumption of each weld, and display it on the digital panel as Joules, energy
calibrate in Joules is much better than reading taken by weld current or voltages, as it is most effective factor direct reflecting quality of weld
joint, through monitoring and distinguishing small fluctuating of weld energy, faulty joint can be easily picking out.
The FC 500-4 power unit is excellent for micro join spot welding and battery tab welding applications, requires only single phase input power,
weld current output is up to 7000 Amperes, It can linking up with different weld heads to from a welding station, it was designed both for
precision and operating under high frequency, preferance of weld quality and accuracy of repeating are extremely satisfaction, make it
very suitable for high end production applications. Besides, FC500-4 is also perfect to gear up with external PLC controller adapting for
industrial automation.
1. Patented “TOM”technology..
Built according company patented “TRANSFORMER OUTPUT MANIPULATION [TOM]” weld energy control theory, adapting with unique software and latest solid state power switching devices.
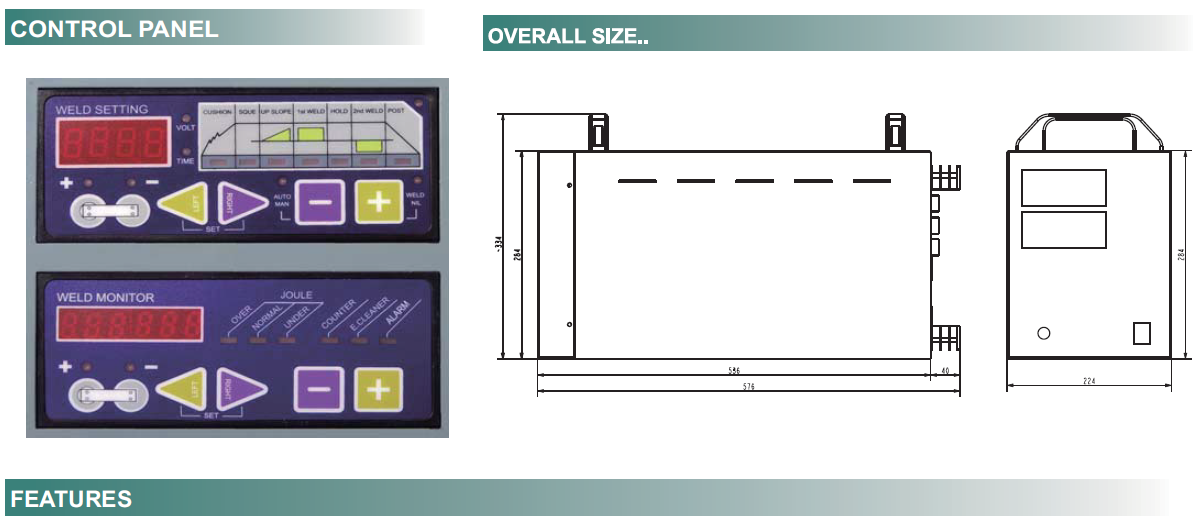
2. Digital touch weld setting panel.
User friendly touch sensitive membrane setting panel plus 4 digits 7 segment display, providing a simple and straight forward set up, weld sequences was divided into 7 different portions, [
cushion, squeeze, up slope, 1st weld, hold, 2nd weld, post ] which can be set individually, Traveling between portions is just goggling amount two assigned keys on the membrane. This simplicity
on design makes all alignments was done in a very clear and straight forward way, even unskilled worker after short training can fully handling the job.
3. Bi-directional welding pulses.
FC500-4 already built in with dual pulses welding sequences, know as Bi-directional weld pulses, it can adds as a pre-weld for spot welding, or set for bi-directional reverse pulses, which is a idea
weld sequence specially for battery tab welding,
Set for pre-weld, the 1st pulse displacing dirt and oxide from the metal surface and provided a good and clean contact condition for following 2nd pulse to weld the joint.
The Bi-directional weld is a battery tab weld mode, two pulses with reversed polarity adds as a energy group especially suitable for tab welding, as weld energy can be adjust separately
according pulse polarity, a perfect balance of tightness between two weld points can be easily achieved.
4. Weld energy monitor built-in..
The weld monitor indicates weld energy for each weld. Joules for every weld was calculated and shows on the digital display, under operation, weld energy is monitoring within in it’s upper and
lower limits according preset data, once weld data was exceeded or shift off from the set range, warning alarm will generate at the same time operation will temporally terminated until solution
been obtained and reset again.
SPC [statistical process control] Monitoring output. [ Optional ]
Under normal energy monitor mode, operator can read total energy taken of each weld direct from the front digital display. For weld data recording and SPC monitoring output, an optional SPC
large size monitor and data real time connector [ Model No..MX10-1.0 ] are recommended, this device can transfer weld data direct from FC500-4 rear socket to external SPC monitor set with PC
computer built in, by the helps of enclosed software running, customer will fully understand weld history recorded in the whole lot production, including defective rate, faults distribution, historical
etc, weld data also can be easy transfer through internet or by WIFI to other PC even individual mobile phone. It is a very powerful tool for weld quality control and weld analysis!
5. Dual energy mode and battery polarity identification. [ Optional ]
FC 500-4 can achieve with Dual energy out put option, once hooked up with PLC controller or other identification device, it will release dual energies according input signal, One critical
application is battery polarity identification for tab welding, when adapted with an optional Polarity Identify Sensor Kit [ part no 301-0-110 ] and magnetic battery base locator, since positive or
negative ends of every cells was determined by magnets inserted into the base locator, if signal was picking up by the sensor under the work base, identification signal was input into the main
control, system verified that the process is taking place on the top or bottom side of each cell, pre-programmed energy according battery polities will instantly call out to weld the joint. Benefits of
function is.. As tab on different polarity was welded by dual energies, problem of lose-weld or over-weld caused by traditional mono energy welder would be vanished!
6. Linking with external automation.. [ Optional ]
The FC 500-4 enclosed with export port socket on the rear panel, it is a communication outlet for linking up with other external equipment, it works perfectly with our optional Export-Connecting
Box [ Model No..EX01-1.0 ], After linked up, all in/out signals can passing through in between, it was designed ideally linking up with PLC controller, which acts as a precision resistance weld
power supply for industrial automation
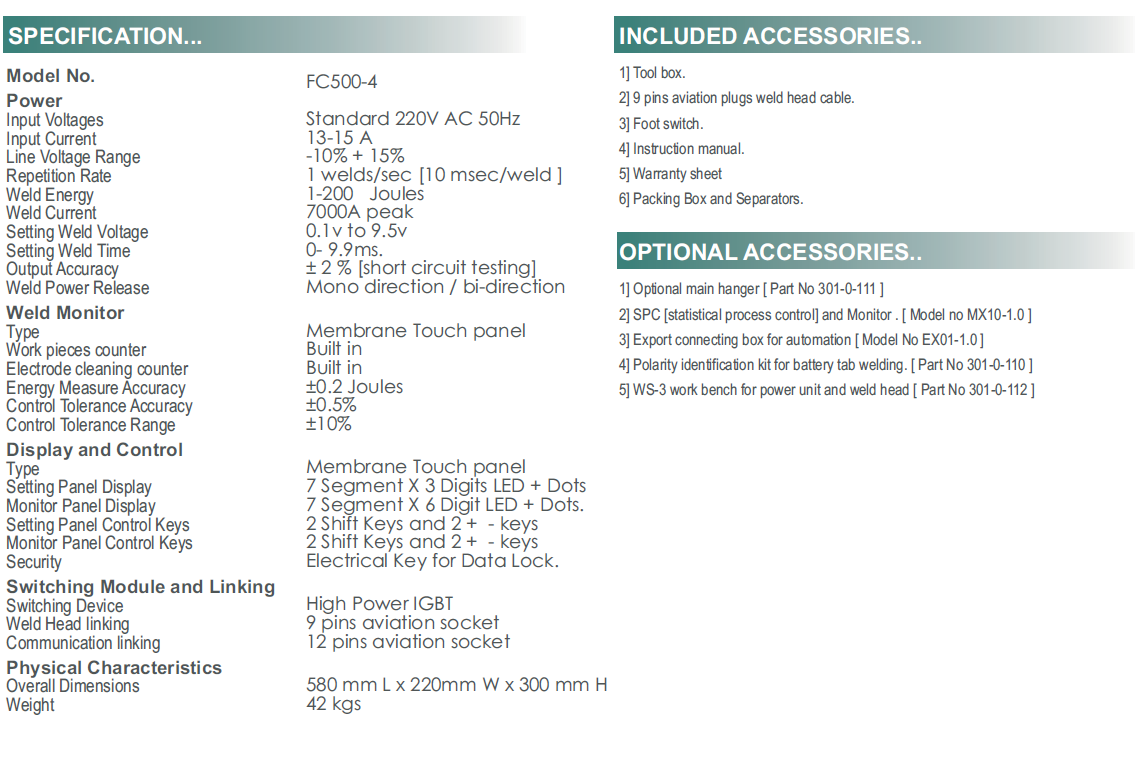
Due to our policy of contrinuous product improvement, the specifications is subject to change without notice.